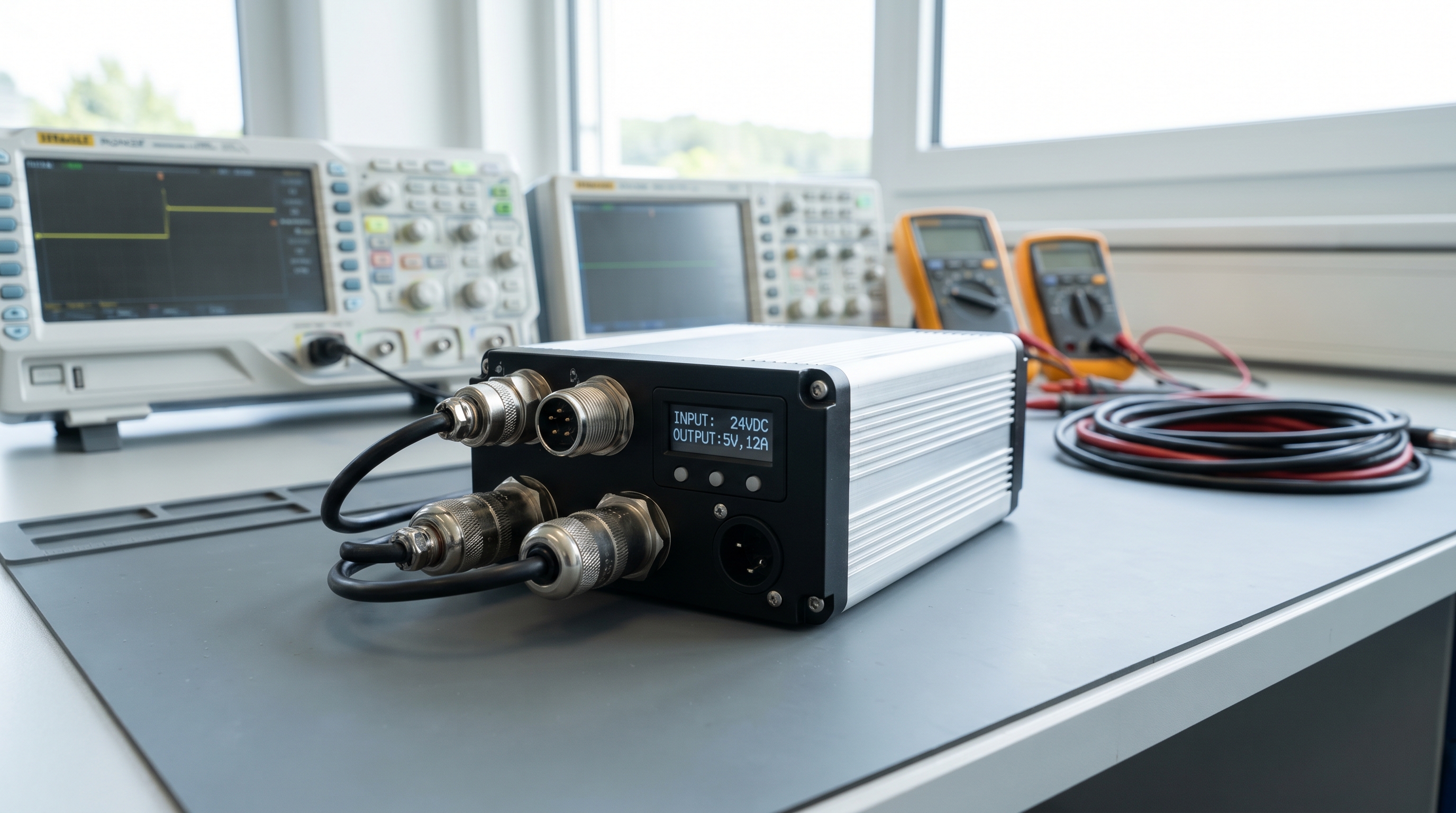
Choosing the right power adapter for industrial equipment requires a systematic analysis of electrical load tolerances, safety certifications, and thermal and environmental requirements. Selecting the wrong power supply is an expensive, quiet engineering failure waiting to happen. A minor mismatch in electrical specs can degrade delicate PLC control circuits over time, causing unexpected shutdowns. To prevent these failures, you need an engineering-grade selection process that ensures you specify a high-reliability industrial equipment power adapter built for demanding factory environments.
Think about it: a single power failure can halt your entire production line, costing thousands of dollars per hour in downtime. This guide provides the exact roadmap to confidently source, size, and deploy high-reliability power solutions that match your technical needs.
Why match your industrial equipment power adapter?
Matching your power adapter to your system requirements is critical to ensure electrical stability, clean voltage delivery, and system longevity. Sourcing a fully compatible industrial equipment power adapter is the first line of defense against system instability.
What are the risks of input voltage fluctuations?
Industrial grids are notorious for voltage sags and spikes that can easily ruin standard consumer electronics. If you do not use an adapter with wide-input tolerances, your systems will experience frequent resets.
Think about it: a single brownout can corrupt memory buffers and ruin your process control flow. Sourcing adapters that handle a broad range of input voltages is standard practice for modern plants.
- Grid sags can trigger unexpected brownout shutdowns.
- Over-voltage spikes degrade delicate silicon components.
- Wide input tolerance shields systems from utility fluctuations.
How does ripple voltage degrade electronics over time?
High ripple voltage continuously stresses upstream capacitors, leading to silent hardware degradation. This degradation slowly shortens the operational lifespan of your downstream industrial controllers.
Here is the catch: you will not notice the damage until the controller fails prematurely on the factory floor. Investing in low-ripple adapters prevents these expensive and quiet engineering failures.
- Excessive ripple introduces electrical noise into sensor signals.
- Thermal stress on internal capacitors accelerates hardware aging.
- Low-ripple outputs ensure clean data processing in PLC circuits.
Key Takeaways:
- Grid voltage fluctuations demand wide-input operational safety windows.
- Ripple voltage degrades system performance over extended operational cycles.
| Parameter | Recommended Specification | Operational Benefit | |
|---|---|---|---|
| Input Voltage Range | 90–264 VAC (Universal Input) | Shields hardware from fluctuating utility grid supply lines. | |
| Ripple & Noise | Under 100mV peak-to-peak | Protects sensitive measurement sensor circuits from noise. |
The data shows that maintaining clean output ripple directly extends the operational lifespan of downstream industrial controllers.
How to size an industrial equipment power adapter?
Sizing requires a precise calculation of both continuous current draw and thermal headroom to prevent frequent over-current trips. When selecting an industrial equipment power adapter, you must accurately calculate your system’s load profile to avoid premature failures.
Why apply the 80 percent de-rating rule?
Running any power supply at its absolute limit is a recipe for rapid thermal degradation. You should always size your power adapter to run at no more than 80% of its maximum rating.
Here is the deal: if your equipment draws 80 Watts of continuous power, you need to specify at least a 100 Watt adapter. This engineering margin keeps the unit running cool and reliable.
- De-rating reduces thermal stress on internal components.
- An 80% load safety margin extends the overall MTBF.
- Sufficient headroom prevents unexpected over-temperature shutdowns.
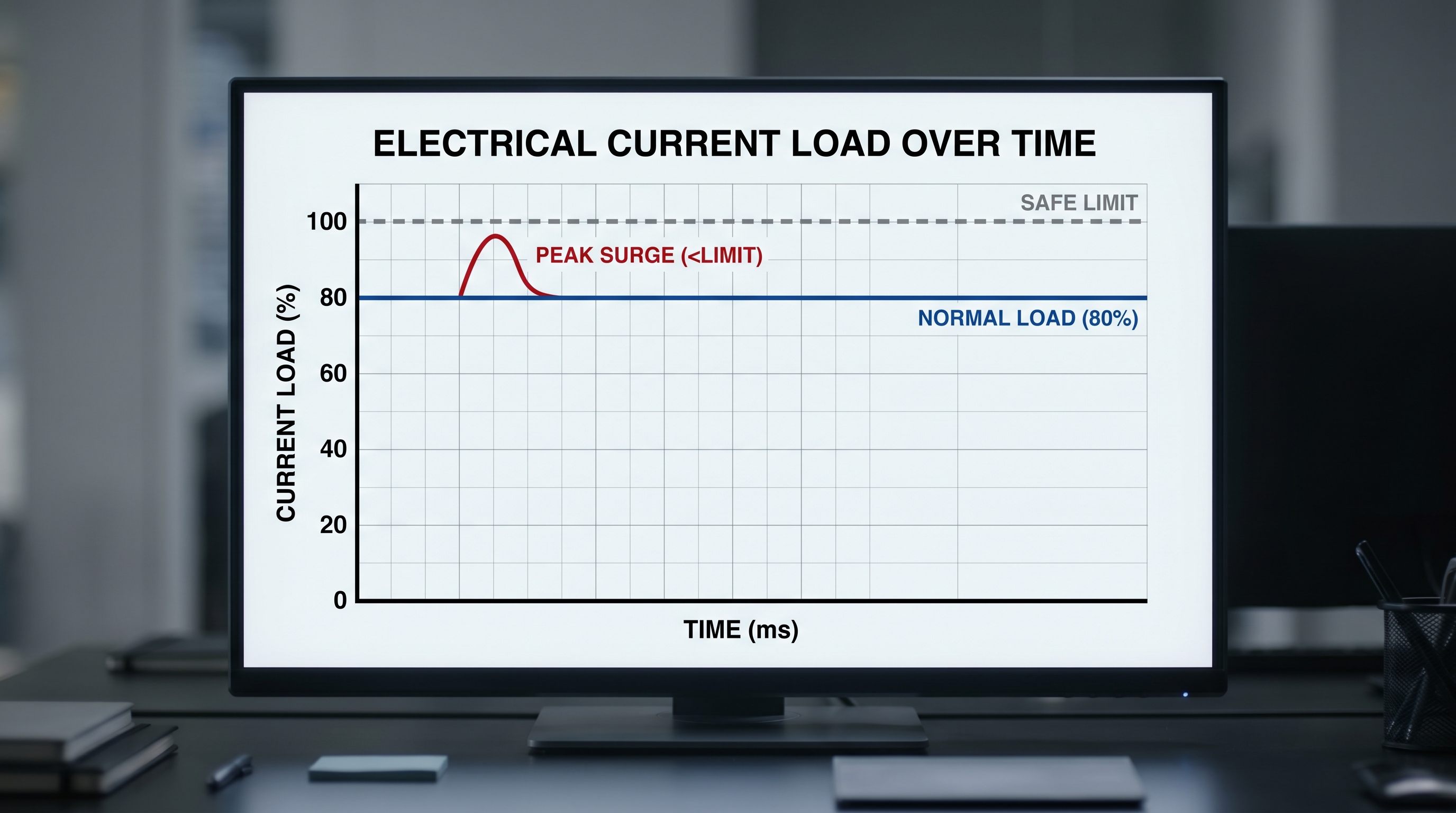
How do you calculate peak load demands?
Industrial equipment often draws heavy transient currents during startup or mechanical actuation. Your chosen adapter must support these brief surges without dropping its nominal output voltage.
Look: if your adapter cannot handle these brief demand spikes, your entire PLC system will crash due to voltage dips. Sizing for peak loads ensures uninterrupted automated workflows.
- Identify peak motor and actuator starting currents.
- Verify transient load response times on the adapter datasheet.
- Select power units designed with robust surge power capabilities.
Key Takeaways:
- The 80% rule prevents thermal overload during continuous duty cycles.
- Assess peak load durations to select matching dynamic power supplies.
| Load Profile Type | Calculation Formula | Minimum Margin Required | |
|---|---|---|---|
| Continuous Load | Nominal Current / 0.8 | 20% Headroom (80% De-rating) | |
| Peak Load | Surge Current x Safety Factor | Must remain below Over-Current Protection (OCP) threshold |
Continuous overload operations will aggressively accelerate component degradation, proving that headroom is a mandatory safety requirement rather than an optional specification.
Can an industrial equipment power adapter handle surges?
An industrial adapter can safely handle surges if it features dedicated soft-start circuitry and robust over-current protection. Managing startup spikes is critical when choosing an industrial equipment power adapter for inductive system loads.
How do inductive loads create startup spikes?
Devices like solenoid valves, relays, and electric motors require a massive magnetic field to initialize. This startup phase causes an immediate current draw that can easily exceed nominal operating specs.
But that is not all: this inrush current can spike up to ten times the standard operating limit. Without soft-start protection, the power adapter will trip immediately.
- Inductive loads demand instantaneous high startup current.
- Unmanaged inrush currents trigger standard protection shut-offs.
- Soft-start adapters ramp up current slowly to prevent system trips.
What is the best over-current protection style?
Modern adapters offer different protective profiles, such as hiccup mode or constant current limiting. Sourcing the right response mechanism ensures your automation setup remains safe and resilient.
Why does this matter? If a short circuit occurs, hiccup mode safely shuts down power and automatically restarts once the fault is cleared.
- Hiccup mode cycles power safely to protect system wiring.
- Constant current limiting is ideal for highly capacitive startup loads.
- Auto-recovery features eliminate manual fuses and reduce downtime.
Key Takeaways:
- Inductive startup loads demand specialized transient current handling.
- Advanced over-current protection prevents permanent physical damage during downstream short circuits.
| Protection Type | Response Behavior | Ideal Application | |
|---|---|---|---|
| Hiccup Mode | Cycles power output off and on | Systems where manual resetting is difficult or expensive. | |
| Constant Current Limiting | Maintains fixed maximum output current | High-capacitance startup loads requiring continuous current. |
Selecting the appropriate protection profile eliminates manual fuse replacements, significantly reducing maintenance downtime in remote factory environments.
How to cool an industrial equipment power adapter?
Cooling an industrial adapter requires managing ambient enclosure heat through convection or direct conduction design paths. Thermal management directly determines the performance and lifetime of your chosen industrial equipment power adapter.
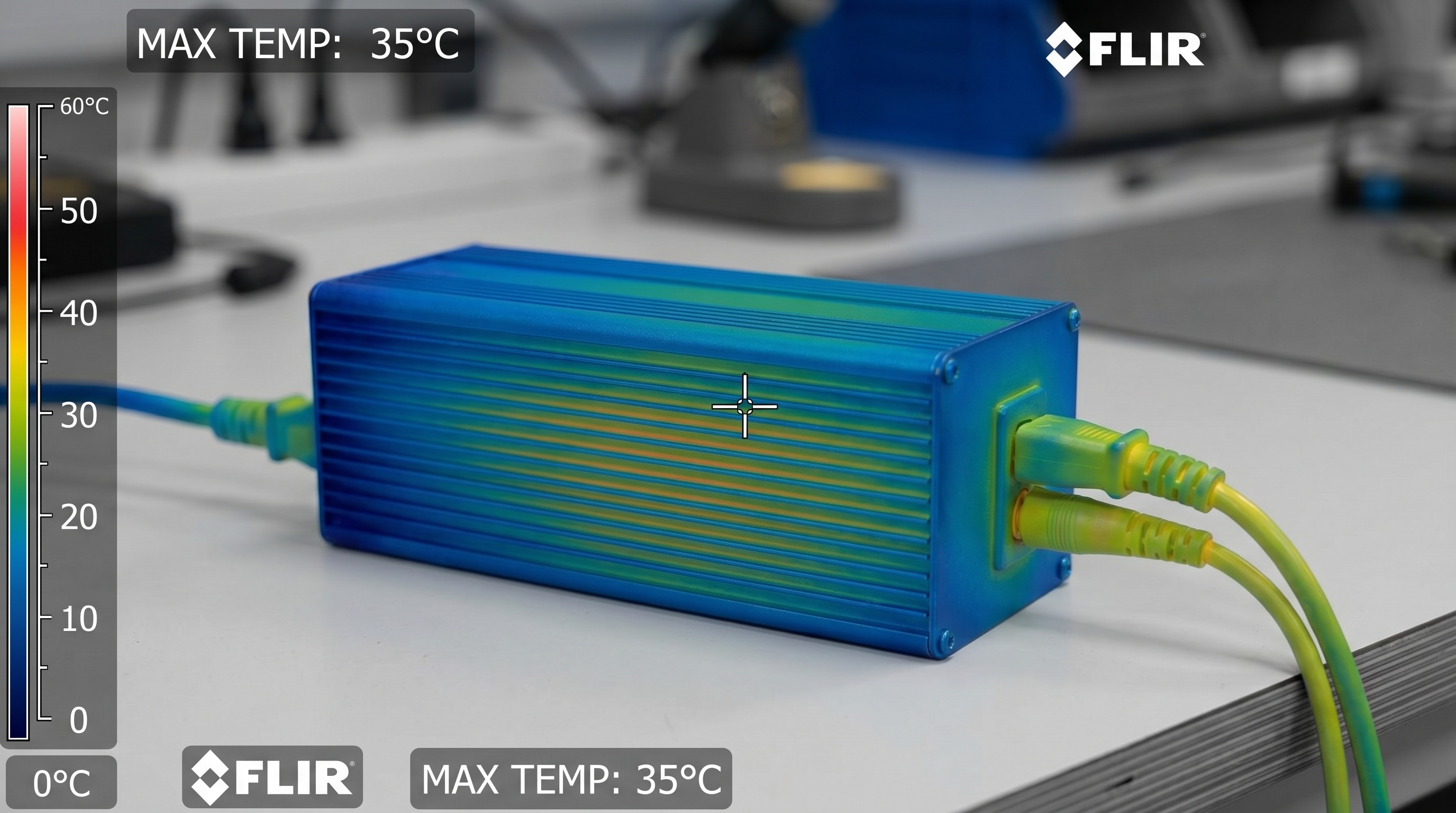
How do you read thermal de-rating curves?
Manufacturers design adapters to operate at peak efficiency under specific temperature ranges. As ambient operating temperatures rise inside closed control panels, the maximum safe power drops.
But there is a major problem: a 100W adapter might only deliver 50W safely when temperatures reach 70°C. Ignoring these de-rating curves leads to thermal shutdowns.
- De-rating curves define safe power thresholds at high temperatures.
- Closed control cabinets accumulate massive localized heat pools.
- Proper ventilation must match the calculated heat output of the system.
Should you choose convection or conduction?
Convection models rely on ambient airflow, while conduction designs pass thermal energy directly to a metal frame. Choosing the right method depends entirely on your enclosure style.
Here is the bottom line: conduction cooling is the gold standard for sealed cabinets where airflow is non-existent. It transfers heat safely to the outer chassis of your machine.
- Convection units require open vents or cabinet exhaust fans.
- Conduction cooling allows complete protection from dust and moisture.
- Direct metal-to-metal contact offers excellent thermal dissipation.
Key Takeaways:
- Ambient cabinet heat reduces maximum safe output capacity.
- Conduction cooling allows high-power operation inside completely sealed enclosures.
| Cooling Method | Airflow Requirement | Enclosure Suitability | |
|---|---|---|---|
| Natural Convection | Minimum 10 CFM free air | Ventilated cabinets with active exhaust fans. | |
| Conduction (Heatsink) | None (Direct thermal contact) | Sealed, high-IP dustproof enclosures. |
Failing to account for thermal de-rating leads to unexpected thermal shutdowns when ambient factory temperatures rise during summer production runs.
Does your industrial equipment power adapter resist water?
An industrial adapter resists water when it is engineered with high Ingress Protection ratings and hermetically sealed housings. Selecting a rugged industrial equipment power adapter is crucial to protect your machinery from liquid spills and harsh washdowns.

What IP rating does your environment need?
Ingress Protection (IP) ratings tell you exactly how well an adapter resists dust and water. Factory floors are harsh places, and matching this rating to your environment is mandatory.
Let’s dive right in: if your equipment is deployed in a food processing plant, you will need IP67 or higher to handle washdown procedures.
- IP20 ratings are suitable only for clean, dry control panels.
- IP65 housing shields systems from dust and low-pressure water sprays.
- IP67 units resist complete liquid immersion and heavy cleaning.
How do sealed plastic housings compare to metal?
Sealed plastic housings provide perfect water protection but require advanced internal thermal engineering to avoid overheating. Conversely, ventilated metal frames cool down easily but offer no water protection.
In short: you must balance environmental safety with your machine’s heat dissipation profile. Choosing certified sealed adapters saves you from constructing expensive custom cases.
- Sealed plastic designs prevent water ingress and short circuits.
- Ventilated metal cases are highly vulnerable to liquid spills.
- Pre-certified waterproof adapters streamline outdoor equipment deployments.
Key Takeaways:
- Environmental contaminants dictate necessary Ingress Protection (IP) standards.
- Sealed designs prevent short circuits but require advanced internal thermal engineering.
| IP Rating | Dust Protection Level | Water Protection Level | Typical Placement | |
|---|---|---|---|---|
| IP20 | Basic protection (dust only) | No protection | Inside dust-tight DIN rail cabinets. | |
| IP67 | Completely dust-tight | Safe from temporary immersion | Heavy wash-down processing floors. |
Selecting a pre-certified IP67 adapter completely eliminates the expensive need to build a custom water-tight enclosure for your power supplies.
Why certify an industrial equipment power adapter?
Certifying an industrial adapter is essential to guarantee plant safety, maintain legal compliance, and prevent expensive grid failures. Deploying an unapproved industrial equipment power adapter exposes your operations to massive liability and potential safety hazards on the production floor.

What are the key regulatory standards?
International safety standards like UL 62368-1 ensure electrical products are engineered to prevent electric shock and physical fire hazards. Using pre-certified components simplifies compliance testing for your final machine build.
Think about it: trying to certify a custom machine with unapproved sub-assemblies is extremely difficult and slow. Pre-certified parts save time and money.
- UL 62368-1 is the primary safety benchmark for industrial electronics.
- CE and UKCA markings are mandatory for entering European markets.
- Pre-approved components speed up final machinery certification.
What are the risks of uncertified generic units?
Cheap, uncertified generic power adapters frequently use lower-grade internal safety barriers. This design flaw increases the risk of catastrophic failures and electrical fires inside control cabinets.
But that is not all: customs departments can seize uncertified hardware, causing major shipping delays. Legitimate factories will always supply fully verifiable compliance documents.
- Uncertified components expose your company to massive legal liability.
- Poor insulation design risks shock hazards for plant maintenance staff.
- Verifiable test reports protect your supply chain from costly delays.
Key Takeaways:
- Pre-certified adapters streamline compliance testing for end products.
- Verify the legitimacy of certification files directly through official agency databases.
| Compliance Mark | Primary Region | Critical Focus Area | |
|---|---|---|---|
| UL / cUL | North America | Electrical safety and fire risk prevention. | |
| CE / UKCA | Europe / United Kingdom | Safety, electromagnetic emissions, and environmental standards. |
Sourcing pre-certified adapters protects your brand reputation and completely avoids the costly delay of re-testing finished equipment.
Is your industrial equipment power adapter EMI safe?
An industrial adapter is EMI safe when it features internal shielding and advanced filtering circuits that prevent signal noise propagation. Ensuring electromagnetic compatibility with an industrial equipment power adapter prevents communication dropouts across your automated networks.
How does electrical noise disrupt automation?
High-frequency switching inside a power supply naturally radiates electromagnetic noise into the immediate area. This noise can easily distort sensitive analog sensor signals and corrupt digital data lines.
Here is the catch: phantom sensor trips are incredibly difficult to diagnose and fix on the production floor. Integrated EMI filters are critical to suppress this interference.
- Switching noise distorts nearby low-voltage analog inputs.
- Radiated electromagnetic fields cause random communication dropouts.
- High-quality internal shielding blocks high-frequency radiation.
What are Class A vs Class B emissions?
Class A standards are acceptable for heavy industrial areas, but Class B guidelines require much lower emission levels. Sourcing Class B adapters ensures clean, trouble-free operation beside highly sensitive monitoring equipment.
Why does this matter? Sourcing Class B adapters completely eliminates the need to install bulky, expensive external line filters later.
- Class B compliance represents the strictest electromagnetic limit.
- Low-noise power units protect nearby high-speed sensor buses.
- Integrated filtering avoids expensive external shielding upgrades.
Key Takeaways:
- EMI emissions disrupt nearby analog sensor lines and data cables.
- High-quality internal filtering prevents switching noise from feeding back into the AC grid.
| Standard Level | Emission Environment | Allowable Interference Limits | |
|---|---|---|---|
| FCC Class A / EN 55032 A | Industrial Zones Only | Moderate noise allowance for heavy factory floors. | |
| FCC Class B / EN 55032 B | Residential & Light Commercial | Strict, low-noise emissions safe for any deployment. |
Selecting Class B filtered units eliminates the need for expensive external ferrite cores and shielded power isolation transformers.
Where to mount your industrial equipment power adapter?
Mounting your power adapter depends on space constraints and whether you require centralized DIN rail cabinets or external heat isolation. Choosing the correct mounting style for your industrial equipment power adapter directly affects heat dissipation and maintenance accessibility.

Why choose DIN rail cabinet mounting?
DIN rail mounting is the industry standard for organizing components inside main electrical enclosures. This style allows for fast, tool-free installation and keeps all your electrical terminations centralized.
Look: an organized cabinet reduces installation errors and makes troubleshooting much simpler for plant technicians. DIN rails also help maximize internal cabinet space.
- DIN rail mounting supports standardized and clean cabinet designs.
- Centralized power distribution simplifies field-wiring upgrades.
- Tool-free installation speeds up factory floor deployments.
What are the advantages of external adapters?
External desktop and wall mount adapters keep heat generation completely outside the host machine enclosure. This design strategy simplifies thermal management and allows for more compact equipment designs.
Here is the bottom line: external adapters simplify safety approvals because hazardous AC mains voltage never enters the machine frame. Sourcing pre-approved external units streamlines compliance.
- External power blocks eliminate localized internal cabinet heat.
- Keeping high voltage outside the machine chassis protects field operators.
- Damaged external adapters can be swapped quickly without opening the cabinet.
Key Takeaways:
- DIN rails organize power delivery within dense control cabinets.
- External desktop adapters isolate heat generation from sensitive internal electronics.
| Mounting Style | Typical Location | Key Advantage | |
|---|---|---|---|
| DIN Rail | Inside cabinet enclosure | Rapid, standardized assembly and space savings. | |
| External Desktop | Mounted externally | Zero internal heat generation inside the cabinet. |
Using external power adapters simplifies safety approvals for host machines because high voltage remains completely outside your system cabinet.
Who builds your industrial equipment power adapter?
You should source your adapter from a direct-source manufacturer to guarantee long-term supply chain transparency and batch consistency. Sourcing your industrial equipment power adapter from a certified OEM factory protects your production line from unannounced design changes.

Why bypass trading companies?
Trading companies often switch sub-tier suppliers behind the scenes to maximize their profit margins. This can result in unexpected performance issues when internal components are altered without warning.
Think about it: if unit 5,000 does not match unit 1, your entire production line could halt. Partnering directly with the factory ensures a locked bill of materials (BOM).
- Direct manufacturers offer complete visibility into component sourcing.
- Bypass middleman markups for more predictable volume pricing.
- Locked BOM guarantees that every batch is built identically.
How do you verify quality control?
Reliable factories implement a strict three-stage quality control process: IQC, IPQC, and OQC. Every single unit must undergo extended 100% full-load burn-in testing before shipment.
In short: you must demand full QC documentation to protect your downstream assembly line from early field defects. Consistent quality is built on strict testing protocols.
- Three-stage quality control catches component variations early.
- Extended burn-in testing eliminates early operational failures.
- Verifiable quality reports prove compliance with strict B2B specs.
Key Takeaways:
- Direct factory relationships ensure consistent components and transparent pricing.
- Rigorous, multi-stage QC processes protect your downstream assembly line from defects.
| Sourcing Source | Pricing Structure | BOM Traceability | Quality Risk Level | |
|---|---|---|---|---|
| Direct Manufacturer | Cost-transparent, volume scaled | 100% Control (Fixed component specs) | Extremely Low | |
| Trading Company | Marked-up with hidden margins | Variable (Unannounced component shifts) | High |
Securing a fixed BOM contract protects your manufacturing line from unexpected behavior caused by unannounced component substitutions.
How to protect an industrial equipment power adapter?
Protecting an industrial power adapter requires choosing units with integrated protection circuits for over-voltage, short-circuits, and correct grounding insulation. An industrial equipment power adapter must feature integrated safety circuits to prevent local system faults from causing widespread machinery damage.

How do OVP and SCP circuits work?
Over-Voltage Protection (OVP) acts as an electrical firewall, shutting down the supply if internal feedback loops fail. Short-Circuit Protection (SCP) instantly cuts power to prevent electrical fires during field wiring failures.
But there is a major problem: without these fast-acting protection circuits, a simple downstream short circuit will completely destroy your expensive main controller.
- OVP clamps secondary voltages to protect expensive PLCs.
- SCP prevents melting wires and fire risks during field short-circuits.
- High-speed protection circuits activate in fractions of a millisecond.
Should you use Class I or Class II insulation?
Class I insulation designs rely on a protective earth ground connection to redirect dangerous leakage currents. Class II designs feature reinforced double insulation, making them ideal for systems without reliable ground lines.
Here is the catch: choosing the wrong insulation style can lead to ground loop noise that distorts sensitive analog sensor signals. Understanding your plant grounding setup is critical.
- Class I adapters require a secure earth ground connection.
- Class II systems use double insulation for ground-free safety.
- Correct insulation selection prevents electrical interference in sensors.
Key Takeaways:
- Integrated OVP prevents high-voltage failures from reaching expensive downstream PLCs.
- Insulation class must match your system grounding strategy to ensure plant safety.
| Protection Category | Activation Condition | Downstream Protection Result | |
|---|---|---|---|
| Over-Voltage (OVP) | Secondary feedback loop failure | Clamps output voltage to prevent component damage. | |
| Short-Circuit (SCP) | Zero-impedance direct path detected | Shuts down power instantly to prevent wire fires. |
Pre-testing your grounding scheme ensures you choose the correct insulation class, preventing ground loops that can distort sensitive analog sensor readings.
Frequently Asked Questions
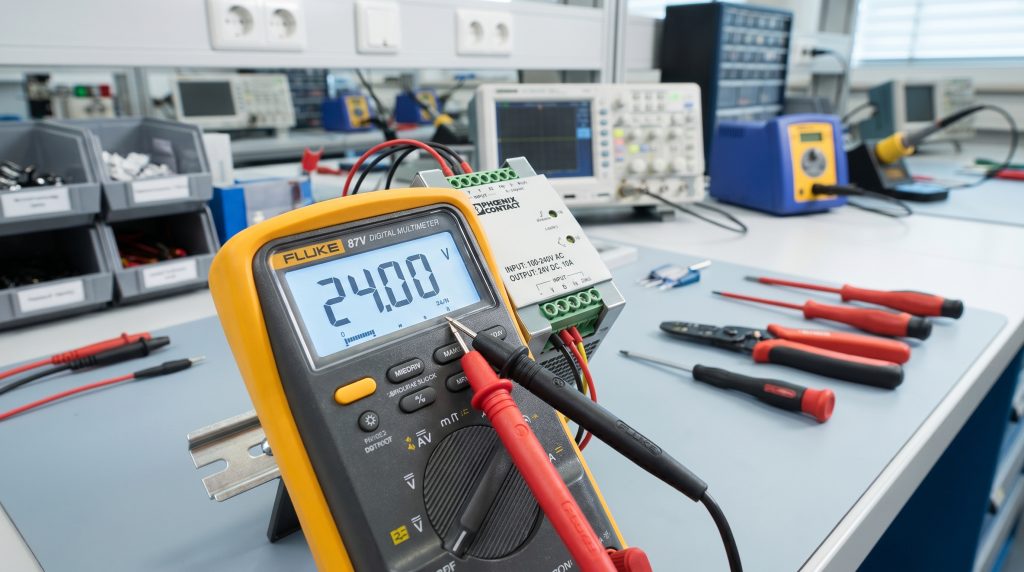
Can I run a 24V industrial equipment power adapter on a fluctuating 110V/220V grid?
Yes, you can safely do this. High-quality industrial power adapters are built with universal wide-range inputs, typically handling 90V to 264V AC without needing manual voltage switches.
What’s the best mounting style for a power adapter inside a tight control panel?
DIN rail mounting is the absolute best choice. This standard allows you to snap the adapter directly onto the rail, saving space, keeping wiring organized, and simplifying maintenance.
How do I know if my system needs a Class I or Class II power adapter?
You must verify your system’s earth ground setup. Class I adapters require a reliable earth ground path, while Class II adapters use double insulation and can operate safely without a ground wire.
Can an industrial adapter run continuously at 100% of its rated capacity?
No, you should never run an adapter at maximum load continuously. You must apply the 80% de-rating rule to prevent overheating and ensure long-term reliability in warm industrial environments.
Sourcing Your Next Certified Industrial Power Solution
Selecting the right power supply is not just about matching voltage and current. It requires a careful look at thermal de-rating, environmental protection, safety certifications, and supply chain transparency to ensure long-term reliability. Merryking Power provides a complete OEM/ODM portfolio of certified, factory-direct adapters from 1W to 600W, backed by over 20 years of dedicated engineering expertise.
Protect your equipment and avoid costly downtime by making sure every adapter matches your specific technical environment. If you need a high-reliability, pre-certified power solution, contact us today to speak with an experienced engineer. We will help you select or customize the perfect power adapter to keep your industrial operations running smoothly.